Полярність інверторного зварювання. Як правильно варити інверторним зварюванням
У ході будівництва приватних будинків або оздоблювальних робітна дачних ділянкахнерідко виникає потреба у зварюванні металевих деталей. Маючи свій зварювальний апарат та необхідні навички можна заощадити чимало часу та грошей. З усіх зварювальних апаратів найбільшу популярність у побуті прийнято вважати інвертор.
Дані пристрої мають невелику вагу та габарити (в загальної комплектаціїне більше 5-7 кілограм), непогане співвідношення ціни та якості (від 5 до 15 тисяч рублів), і що найголовніше дозволяють без особливих професійних навичок досягти якісних та міцних швів на будь-якій поверхні навіть новачкам.
Ще одним плюсом на користь інверторів можна вважати їхню адаптивність під сучасні електричні мережі (напругою 230 В), а також можливість роботи подібних пристроїв при зниженій напрузі. Це найбільш актуально у передмісті та сільській місцевості, де постійно існує проблеми зі зниженою напругою мережі.
Що також виділяє цей тип зварювальних апаратів - дуга в процесі інверторного зварювання виходить "легше" і зварювальний шов виходить "м'якше" і якісніше ніж у інших типів зварювальних апаратів.
Тому, якщо у вас виникла потреба в найкращим рішеннямцієї проблеми стане використання інверторного зварювання. Представляємо вашій увазі найбільш актуальну, коротку та корисну інформацію для початківців про те, як правильно варити інверторним зварюванням.
Підготовчі роботи перед інверторним зварюванням
- Підготуйте приміщення чи місце проведення зварювальних робіт. Воно не повинно бути завалено сторонніми предметами, що перешкоджають вільному руху зварювальника-початківця. Біля місця виконання зварювання за допомогою інвертора не повинно бути присутності легкозаймистих предметів, а також вибухонебезпечних та вогненебезпечних речовин.
- В цілях безпеки не рекомендується виконувати будь-які зварювальні роботи в період заморозків, у дощову погоду(якщо не передбачено навісу або закритого приміщення). Слід уникати використання інверторного апарату в запорошених приміщеннях, не виконувати зварювання інвертором біля металевої стружки. Для збільшення терміну експлуатації та працездатності апарату для зварювання слід на всьому терміні регулярно проводити очищення внутрішніх деталей інвертора пилососом.
- До підключення інверторного апарату до електромережі необхідно заздалегідь уточнити характеристики та властивості мережі. Подібні дії дозволять уникнути короткого замикання або перегріву проводки. Більшість сучасних інверторних пристроїв для зварювання працюють від побутової мережі 220 В, проте є моделі, яким необхідна мережа від 380 В. Вивчіть уважно інструкцію з експлуатації.
- Вибір електродів визначається типом металу (сталь, латунь і т.д.) та його товщиною, а також діаметром стрижня та характеристиками самого інверторного пристрою.
- Звертайте увагу на вибір проводів, що з'єднуються з основним проводом за допомогою затискачів. Їх варто підбирати, орієнтуючись на товщину вибраного електрода та сили струму. Не забудьте придбати щітку зі сталевими щетинами для зачистки поверхні під зварювання та невеликий молоток для вирівнювання готових зварювальних швів.
- Підготуйте все необхідне екіпірування для безпечної роботи в процесі зварювання: зварювальну маску зі світлофільтром, одяг із щільної тканини, взуття на гумовій підошві та полотняні рукавички. Зверніть увагу, щоб на масці не було подряпин на захисному склі або забруднень світлофільтру. Це може призвести до порушення техніки безпеки і, як наслідок, заподіяння шкоди здоров'ю людини під час зварювання.
Зварювання інвертором – короткий посібник користування
Існує певний алгоритм того, як варити інверторним зварюванням, перевірений не одним професійним зварювальником інверторного пристрою.
Виконуйте дії в строго встановленій послідовності:
- Поставте інвертор на рівну поверхню і перевірте заземлення (крім зварювального дроту до інвертора повинен бути підключений провід заземлення).
- Увімкніть інверторний апарат і виставте зварювальний струм (характеристики струму підбираються відповідно до щільності металу та товщини електрода).
- Візьміть вибраний вами електрод і вставте його у тримач першого дроту (клеми).
- Закріпіть затискач (клему) іншого дроту до оброблюваної поверхні металу.
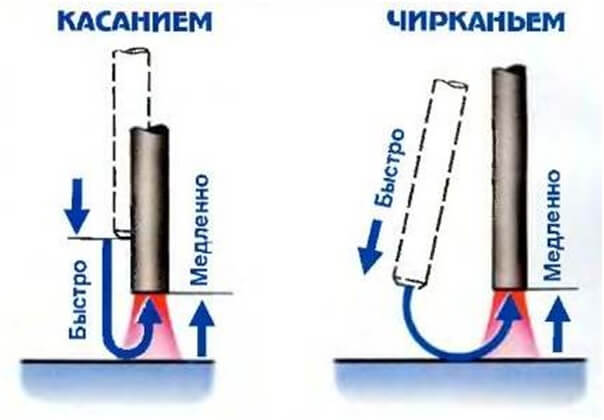
- Виконайте розпалювання дуги за допомогою торкання будь-якого з двох способів: легким постукуванням по поверхні металу або «цвірканням», що нагадує процес розпалювання звичайного сірника.
- Без різких коливальних рухів ведіть запаленою дугою по металу під кутом приблизно 50-70 градусів.
- Зварювальну дугу необхідно витримувати на відстані 3-5 мм від поверхні, що обробляється, зберігаючи його протягом всієї довжини шва. В іншому випадку ви отримаєте нерівний зварювальний шов.
- Видаліть молотком зайву стружку на стику зварювального шва і за необхідності «зачистіть» спеціальною щіткою.
Якщо слідувати даній інструкції в результаті можна отримати міцне зварювання деталей.

Корисна порада: профі радять кабель утримувача обмотати вздовж передпліччя і притиснути ліктем руки до тіла. У такому положенні руки залишаться вільними і дозволять не відчувати втому від тривалого перебування незвичної пози для новачка.
На допомогу зварювальникам-початківцям
Щоб полегшити процес зварювання інвертором для початківців, а також згладити популярні типові помилкиновачків під час навчання на сучасних інверторних апаратах передбачені такі вбудовані автоматичні функції:
- Для спрощення процедури першого підпалювання дуги вбудована система Hot Start.
- Запобігти такому неприємному моменту для новачків як «залипання» електрода, яке відбувається через швидке наближення металевого стрижня до робочої поверхні, допоможе функція «Arc Force».
- Якщо все-таки електрод «залип», щоб запобігти перегріву самого апарату інвертора та відключення зварювального струму, існує функція «Anti-Stick».
За допомогою даних вбудованих функцій ви зможете швидше навчитися користуватися інверторним апаратом для зварювання та отримати якісні шви вже на перших випробуваннях.
Коли ми згадуємо слово «зварювання», то відразу видається складний процес з безліччю нюансів, правил, непростий у використанні техніки та обладнання, вимог до рівня кваліфікації працівника. Але так справи не завжди. Сучасність із усіма її технічними нововведеннями робить все, щоб полегшити життя людини наскільки це можливо. Вона не оминула і зварювальний процес. Виявляється, можна знати, як варити самостійно, не маючи спеціальної кваліфікації та навичок використання складної зварювальної апаратури, і зварювання інвертором для початківців здасться не таким вже й складним. Все, що вам знадобиться, це придбати інвертор для зварювання і дотримуватися правил того, як навчитися варити інверторним зварюванням. Основи зварювання інвертором для початківців та уроки зварювання інвертором для початківців наведені нижче.
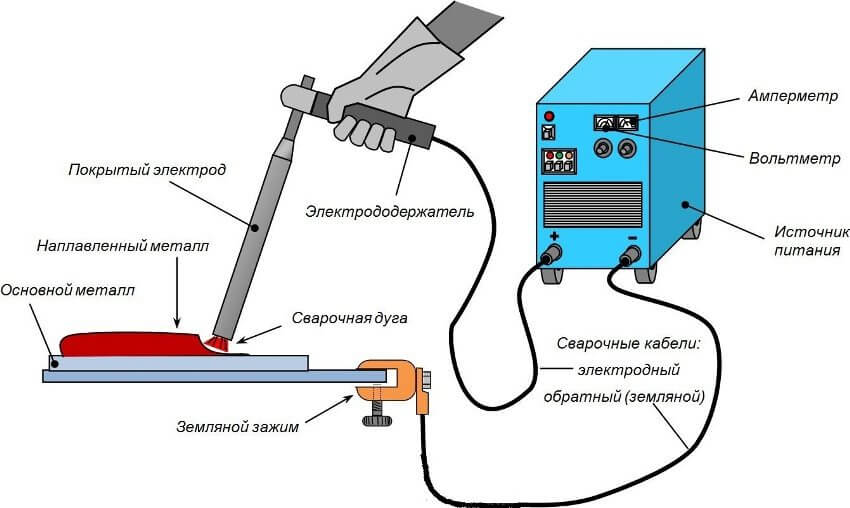
Технологія зварювання інвертором передбачає обов'язкове використання пристрою для роботи. За своєю сутністю інвертор являє собою пристрій, який перетворює змінний струм з нашої звичайної розетки 220 на постійний, при цьому змінюючи частоту. Плюс ще й у тому, що такий серйозний пристрій дуже економно витрачає вашу електроенергію і не змінює показник напруги. Існує апарати-інвертори, які працюють при напрузі 380 В. Зварювання триміліметровим електродом буде можливим і при напрузі 170 В. Але це краще перевірити в інструкції з експлуатації конкретного виду інвертора. Така низька напруга зазвичай характерна для сіл, невеликих селищ.
Візуально апарат є металевою коробкою, з індикаторами деяких показників: перегріву і живлення, іноді є решітки для кращого охолодження вмісту, з ременем для зручного перенесення і ручкою. Вага приблизно 3-6 кг. На інверторі є ручка, що регулює зварювальний струм, два отвори для кабелів – плюс та мінус. Один використовується як прищіпка для деталі, другий – для утримувача електрода. Рекомендується придбати інвертор з кабелями потрібного розміру. Іноді вони виявляються надто короткими. Також кабелі мають бути максимально гнучкими для зручності.

Як вибрати зварювальний інвертор? Досить просто. Ціни на інвертори цілком демократичні. Але ціновий діапазон є. Купувати найдорожчий – не найкращий варіант для людини, яка тільки пізнає ази. Працювати зварювальним інвертором виробника Ресанта зручно та продуктивно.
Відповідаючи на запитання, як користуватися зварювальним інвертором, як правильно варити зварювальним інвертором і як навчитися варити зварювальним інвертором, перш за все, потрібно сказати про наступне. Перед тим, як правильно варити зварювальним інверторним обладнанням обов'язково уважно прочитайте як варити зварювальним інвертором конкретного виробника. Можна кілька разів. Принцип роботи в інверторів той самий, але в інших показниках безліч відмінностей, які не викладеш в жодному універсальному посібнику зі зварювання.
Як зварювати деталі? Основні прийоми та секрети для початківців.
Як варити зварювальним інвертором знає будь-який зварювальник. Інверторне зварюванняу своїй основі має цілком класичний принцип. Метал інвертором зварюється від високої температури дуги. Щоб між електродом та металевою деталлю з'явилася дуга, їх потрібно підключити до різних полюсів. Вибір плюсу або мінусу для електрода і металу залежить від того, якою товщиною є деталь, що підлягає зварюванню. Існує поділ на пряму та зворотну полярність або електрод-негативну та електрод-позитивну. Останнє найменування різновидів полярності найбільш зрозуміле. При прямій або електрод-негативній полярності зварювальний електрод підключається до мінуса, а металева деталь, що зварюється, - до плюсу. Якщо поміняти їх місцями, буде зворотна полярність або позитивна електрод.

Між цими двома видами сполук існує різниця. Зварювальний електрод або деталь для зварювання нагріватимуться більше, якщо до них приєднати позитивний заряд. Це тому, що електроди в дузі переміщаються від мінуса до плюсу, що робить температуру плюсу вищою. При товщі 3-х мм доцільніше буде підключити до труби позитивний заряд. Труби такої товщини потрібно значно розігріти для отримання хорошого шва. Тому, приєднавши плюс до труби, метал краще розплавиться, шов буде якісним та міцним. Якщо труба з , то позитивним зарядом її можна «спалити», привівши тим самим непридатність. Тому краще до неї приєднати мінус.
Що таке зварювальний шов та як його зробити?

Метал, який ви збираєтеся «варити», має бути . Його потрібно очистити від зайвого: іржі, фарби. Кромки мають бути оброблені розчинником. На них не повинно бути залишків жиру чи фарби.
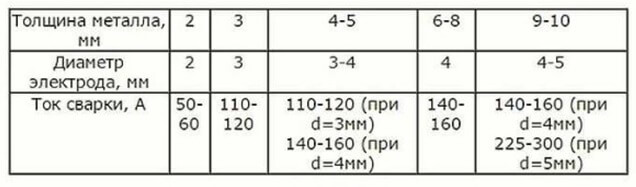
Далі підключаємо куди потрібно зварювальні кабелі, вибираємо необхідний електрод, виставляємо величину струму. У таблиці нижче вказано, як підібрати потрібний електрод. Діаметр електрода залежить від товщини виробу, що підлягає зварюванню. Наведено рекомендовані значення.
Як користуватися зварювальним інвертором?
Не поспішайте! Поспішаючи зробити шов, ви, швидше за все, отримаєте неякісне з'єднання.
У процесі зварювання величину струму можна і потрібно змінювати, якщо це потрібно. Якщо ви бачите, що під час створення шва виходять не валики, а щось типу розмитих ліній, слід збільшити струм. Якщо ж валики такі величезні, що важко пересувати електродотримач, показник струму зменшуємо.
Якщо ви використовуєте не тільки що придбані електроди, а ті, які були на зберіганні деякий час у вологих місцях, їх необхідно висушити близько двох-трьох годин при температурі приблизно 2000 градусів.
Розпалити дугу можна двома способами:
Декілька разів ударити кінчиком електрода об виріб;
Застосувати спосіб, аналогічний розпалу сірника.
Щоб призвичаїтися, спочатку можна відзначити на металі передбачувану лінію. Позначте так, щоб було її чітко видно. Далі розпалюємо і направляємо її до позначки до упору. Там починає плавитись метал і все це покривається шлаком, як було сказано вище. Це і є зварювальна ванна, це її потрібно рухати, «вимальовуючи» малюнки, як показано на малюнку вище.
Рухати зварювальну ванну електродом необхідно під певним кутом. Існує дві відмінності як зварювати деталі: під кутом уперед та під кутом назад. Перший вид дозволяє варити з меншою теплотою, що відмінно підходить для . Відповідно другий вид зварювання характерний для товстих металів.

Крім всіх вищевказаних показників слід дотримуватися ще й оптимальної довжини. Це відстань від закінчення електрода до деталі. Є коротка, середня та довга. Коротка – 1 мм, середня – 2-3 мм, довга – 5 і більше мм, до повного відриву та зникнення дуги. Для новачка оптимальною довжиною вважається середня дуга. При довгій дузі метал нагрівається недостатньо, тому що вона «скаче», шов буде не якісним. При зварюванні короткою дугою з'являються надто опуклі валики, прогріву біля них мало, це може спричинити появу підрізів (канавки вздовж шва). Це робить шов також неякісним.
Якщо шов вийшов з дефектами – не засмучуйтесь, ще можна його підправити. Для цього потрібно видалити область неякісного шва та «зварити» ще раз. Або «підлатати» цю область.
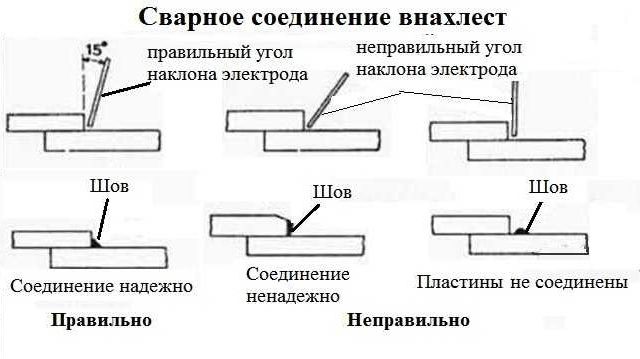
Зварювання інвертором для початківців характеризується наявністю основними видами: встик та внахлест. Для новачків простіше варити внахлест, є гарантія, що ви не приварите метал до столу. Зварювання тонкого металу встик має безліч складнощів та особливостей при використанні інвертора. Найчастіше для цього використовують , які особисто для себе зазвичай ніхто не купує. Користуватися інверторним зварювальним апаратом початківцям зазвичай ризиковано.
Отже, це основна інформація, самовчитель та правила, які потрібно знати та дотримуватися, якщо ви вирішили дізнатися, як варити метал зварювальним інвертором. Зварювання для початківців, звісно, характеризується початковими невдачами. Спочатку потрібно буде навчитися виконувати кожен етап роботи кілька разів, щоб довести його до належного рівня. Прийде тренуватися, використовувати безліч «пробних» електродів, шматків металу, навчитися добре і з першого разу розпалювати дугу. Але, погодьтеся, це невелика ціна за можливість дізнатися, як навчитися правильно варити зварювальний інвертор самостійно з нуля та економити на послугах спеціалізованих компаній. Техніка зварювання інвертором досить прозора та проста. Пройшовши все пробні етапиі засвоївши уроки зварювання інвертором для початківців, ви самостійно зможете без зайвих проблем робити зварювання.
На дачі, в гаражі або власному будинку завжди є необхідність виконання будь-якого ремонту. Важливим значенням при цьому є наявність відповідної техніки. Одним із таких апаратів є зварювальний інвертор. З його допомогою виконуються будь-які роботи зі зварювання металів, а також їх різання. Це дозволяє обходитися без залучення дорогих професіоналів за необхідності виконання невеликих обсягів робіт, а як правильно варити інверторним зварюванням розглянемо далі.
Зварювання інвертором для початківців стає непростою справою, якщо не отримати теоретичну підготовку та початкову практику. Зварювальна техніка інверторного типу цілком доступна за ціною, має різні класи як для новачків та любителів, так і для виконання трудомістких процесів професійними зварювальниками. Сама процедура зварювання інвертором дещо складніше, ніж робота на звичайному електрозварювальному апараті, проте цілком доступна навіть електрозварникам-початківцям.
Принцип роботи зварювального інвертора
Інверторний пристрій отримав свою назву через принцип роботи. На корпусі пристрою є вимикач мережі живлення, індикатори наявності напруги живлення і перегріву, спеціальні роз'єми для підключення кабелів, регулювальний пристрій плавного або ступінчастого перемикання струму. Всі моделі оснащені ручками для зручності перенесення. Крім цього, деякі екземпляри мають додаткові індикатори величини зварювального електроструму. Для ознайомлення з пристроєм, а також виконанням робіт перегляньте відповідні відеоуроки зварювання інвертором для початківців.
В інверторному апараті електрострум змінної напруги 220 перетворюється в постійний, після чого згладжується спеціальним електрофільтром.Після цього в розташованому всередині пристрою блоці відбувається перетворення постійного струмувисокочастотний змінний. Він знижується до необхідного значення напруги для можливості отримання електрозварювальної сили струму 120-200 А.
Для такого подвійного перетворення необхідні невеликі за габаритами трансформатори, що дозволяє значно зменшити масу апарату. Дана техніка має високим ККД(близько 90%), а також значно економить електроенергію. Для харчування використовується домашня електромережаз напругою 220 В або промислова 380 В для застосування на виробництві. Професійні екземпляри працюють у кількох режимах і призначені для тривалої експлуатаціїбез перерви.
Принципи роботи інвертором
Робота на електрозварювальному пристрої даного типу проводиться за аналогією зі звичайним апаратом. Перед тим, як варити інвертором, необхідно докладно вивчити технологію роботи. Розплавлення металу відбувається під впливом гарячої електричної дуги. Вона утворюється між металевим виробом, що зварюється, і електродом. Для цього вони під'єднуються через кабелі до затискачів "+" та "-" на інверторному пристрої. Навчитися самостійно користуватися будинками електрозварювальної техніки інверторного типу зовсім не складно, хоча як правильно зварювати метал інвертором для новачків нерідко стає проблемою.
Спеціальним регулятором на корпусі пристрою встановлюється потрібний зварювальний струм. Його величина залежить від значення товщини виробу, що зварюється, і його матеріалу. Токова величина контролюється за допомогою стрілочної або електронної індикації на корпусі електрозварювального пристрою. Запалювання дуги проводиться при піднесенні електрода до деталі, що зварюється під невеликим кутом. Активація відбувається при торканні його до металевої ділянки.
Після появи зварювальної дуги стрижень розташовується на невеликій відстані від деталі, що дорівнює орієнтовно його діаметру і виконується зварювання металу. Після закінчення процесу накип, а також шлак з поверхні шва видаляються за допомогою постукування молотка або іншого металевого предмета. Краще зрозуміти процес допоможе відео, де зварювання інвертором викладено дуже докладно.
Підготовка до роботи (робоче місце, електроди, обладнання)
Перед початком електрозварювального процесу необхідно правильно підготувати робочий майданчик та необхідне оснащення. Варити можна на спеціальному металевому зварювальному столі або на невеликому вільному майданчику. Заздалегідь готуються затискачі та пристрої для надійної фіксації деталей, що з'єднуються.
Робочий майданчик оснащується гарним освітленням та вентиляцією. Вона звільняється від сторонніх предметів, а також рідин, які можуть спалахнути від випадкового попадання іскор. Зварювальник повинен працювати на спеціальному дерев'яному настилі, що є захисним заходом від можливого ураження електрострумом.
Електрод слід підібрати за типом металу, що зварюється, а також його товщини.Якість електрозварювання залежить від цього правильного підборута налаштування апарата. Професійні зварювальники враховують ще й положення самого шва (горизонтальний або вертикальний), його глибину та інші параметри. Під кожну марку металу випускається тип електрода. Вони відрізняються своїм складом та призначенням. Щоб зварити сталь нержавіючого виду, чавун або звичайний сталевий виріб необхідно правильно підібрати тип електродів. Існуючі видиі типи можна.
Для інверторного електрозварювання застосовуються УОНІ, АНО, МР, ОЗС діаметром від 2 до 5 мм. На якість використовуваних електродів впливають умови їх зберігання та транспортування. Підготовчий процес, а також саме зварювання для початківців показано у відео з інвертором як електрозварювальне обладнання.

Робота інвертором
Щоб основи використання інверторного електрозварювання були зрозумілішими, необхідно зрозуміти фізичну суть утворення сполучного шва. Металеві вироби заварюються за допомогою електродів. Вони складаються з металевого сердечника та спеціального покриття – обмазки. Цей склад застосовується закриття зварювальної області від попадання кисню.
При контакті електродного осердя з металевою поверхнею виникає електрична дуга. Під тепловим впливом починає плавитися обмазка і покривати ділянку, що зварюється. При цьому її частина випаровується, перетворюючись на гази. Розплавлена в процесі роботи обмазка зверху покривається рідким металом, що створює ще один захисний шар від кисневої дії. Після закінчення остигання шлак, що вийшов, на місці зварювання необхідно видалити.

Розпалювання дуги
Розпалювання електродуги починається лише після надягання спеціальної захисної маски. Це потрібно для захисту сітківки очей від можливого опіку. Больові симптоми з'являються через деякий час і супроводжуються печінням, а також іншими неприємними відчуттями. Якщо плануєте працювати зі зварювальним апаратом, необхідно знати, .
Розпалювання виконується одним із двох методів: цвірканням і дотиком.Виконуючи рухи, що чіркають по поверхні, провокується запуск дуги.
Чіркання проводиться безпосередньо в місці з'єднання металів або поблизу нього. Після цього рух електродний стрижень піднімається над поверхнею на необхідну відстань для утримання дуги. При дотику проводиться постукування металевою ділянкою на початку майбутнього шва до появи електричної дуги.
Пересування електрода
Після розпалювання зварювальної дуги проводиться навчання рухам. На пластині з металу проводиться крейдою лінія, що імітує стик. Після запалення дуги починає плавитися метал і утворюється плівка розплавленого шлаку. Ця ділянка називається зварювальною ванною. Саме її починає вчитися рухати електрозварювальник-початківець. Для руху електродний стрижень нахиляється під кутом порядку 45-50°. Ця величина умовна та впливає на ширину зварювальної ванни.
Веде електрозварювальний шв виконується трьома способами:
- під прямим кутом;
- кутом назад;
- кутом уперед.
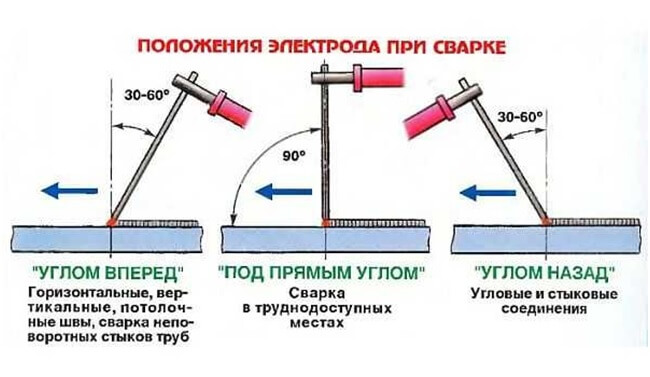
Рух під прямим кутом використовується при електрозварюванні у важкодоступних місцях. При цьому виходить симетрична ванна, яка не надто зручна. Заварювання кутом назад надає можливість для кращого спостереження за процесом та контролю за якістю. Цей спосіб використовується для нижніх швів, а також при виконанні прихваток. Застосування зварювання кутом вперед дозволяє отримати хорошу глибину ванни на початку зварного шва. При цьому видно, як дуга видавлює метал і не дозволяє йому залишати ванну.
Накладання шва широкого типу потребує виконання циклічних рухів. Пересування електродного стрижня виконується одним із кількох способів, представлених на малюнку.
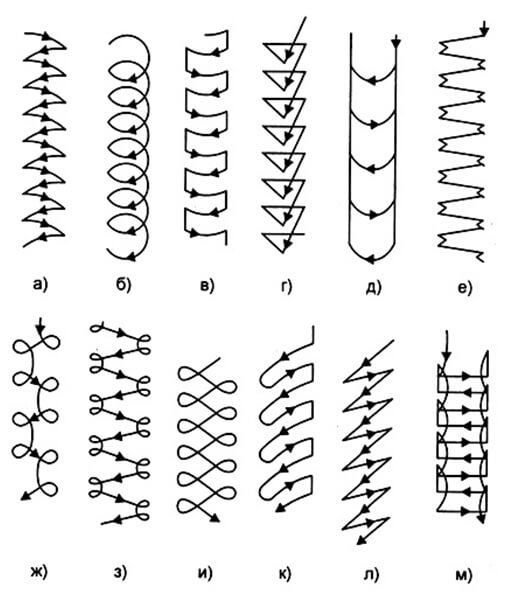
Зважте, що заварювати широкі шви необхідно з постійним нахилом. При цьому не сам кінчик стрижня переміщається ручкою електродотримача, а весь електрод.
Контроль дугового проміжку
Одним із найважливіших факторів, що впливають на якість електрозварювальних робіт, є дуговий проміжок. При його малій величині (до 2-х мм) виходить укорочена дуга. Вона не прогріває місце з'єднання, через що утворюється неглибокий провар. На відстані більше 3-х мм збільшується довжина електричної дуги. Вона стає нестабільною та не утримує необхідний напрямок плавлення. Крім того, захисний шар не повністю покриває плавильну ванну та збільшується розбризкування розплавленого металу.
Для електрозварника-початківця існує непорушне правило - дуговий проміжок становить 2-3 мм.При використанні інверторних моделей з відповідними функціями для полегшення електрозварювального процесу необхідність витримування цієї відстані відпадає. У цьому випадку потрібно лише вести електрод по металевій поверхні.
Правила створення рівних швів
Якість зварного з'єднання впливає правильність накладання шва. Воно залежить від правильності підібраного електрода, його кута нахилу, а також довжини дуги. Оптимальна величина відстані від металевої поверхні до кінчика стрижня – 2-3 мм. При меншій довжині шов виходить надто опуклим через малу площу прогріву. Це значно зменшує міцність зварної сполуки. Великий проміжок дуги змушує її скакати і недостатньо прогрівати місце зварювання. Отримана ділянка з'єднання буде ненадійною, а зварний шов – розмазаною.

Полярність та встановлення зварювального струму
Підключення електрода до позитивного висновку називається прямим, а негативного – зворотним. Обидва методи зварювання застосовуються для з'єднання металевих виробів, проте за різної товщини. Метали до 3 мм краще зварювати оберненим методом, а товсті – прямим.Однак цей підхід не є непорушним правилом, внаслідок чого користуватися зварювальником можна при будь-якому підключенні. Загалом нескладно зрозуміти, як саме працювати інвертором при ознайомленні з основними правилами та суттю процедури зварювання.
Фізика полягає у пересуванні електродів від негативного елемента до позитивного. У цьому вони передають енергію поверхні, підвищуючи її температуру. Це означає, що деталь, приєднана до позитивного виведення електрозварювання, нагрівається більше. Цей процес актуальний при зварюванні виробів значної товщини. Це дозволяє їх добре розігріти та отримати якісний шов. При роботі з тонким металом не потрібне сильне нагрівання металевих виробів, тому вони приєднуються до негативного контакту інвертора, а електрод - до позитивного.
Величину зварювального струму вибирають виходячи з товщини і типу виробів, що зварюються. Якщо спочатку встановленому значенні виходять незв'язні шовні смужки, необхідно підвищити значення електроструму. При складності пересування ванни з розплавленим металом слід знизити струмову величину на апараті. Від обраного електрозварювання електрода, а також типу інверторного пристрою безпосередньо залежать налаштування електрозварювального процесу. Для полегшення вибору струмової величини скористайтесь таблицею.
Безпека під час роботи
Перед початком електрозварювального процесу слід подбати про безпеку. Для цього підбирається захисне екіпірування, що складається з рукавичок на товстій негорючій основі, зварювальна маска, спецодяг, що захищає від іскор, та відповідне взуття. Спеціальне скло на масці повинно захищати очі від електричної дуги різної величини струму. Зручним варіантом є використання "Хамелеонів", які автоматично підлаштовуються під потужність дуги.
Не варто забувати про небезпеку ураження електрострумом та протипожежні заходи. Ознайомлення з процесом роботи з інверторним зварюванням повинне починатися з вивчення інструкції з безпеки при виконанні електрозварювальних робіт. Кабелі повинні мати цілу ізоляцію, все електричні з'єднаннята підключення – закрите виконання. На підлозі розмістіть дерев'яну суху підставку та користуйтеся електромережею із захисними апаратами. Вогнегасник, пісок і вода завжди допоможуть погасити випадкове полум'я, що виникло. Завжди пам'ятайте, що від дотримання заходів безпеки залежить не тільки цілісність обладнання, але також здоров'я та життя електрозварювальника.